
El proceso completo de impresión 3D de un audífono personalizado (de principio a fin)
La impresión 3D está cambiando la forma en que se fabrican las prótesis auditivas personalizadas. El flujo de trabajo adecuado convierte una impresión del oído escaneada en un dispositivo cómodo y preciso con un trabajo manual mínimo. A continuación, se presenta una guía práctica paso a paso que recorre el escaneo, el modelado, el postcurado, el colado, el relleno, la rotura y el despegado, el mecanizado y el acabado final, utilizando la resina Easy Rip de MACK4D como material de colada.
Descripción general del flujo de trabajo
El proceso sigue una secuencia clara:
- Escaneo
- Modelado
- Postcurado y preparación del molde
- Relleno del molde
- Rotura y despegado del molde
- Mecanizado y limpieza
- Acabado final y control de calidad
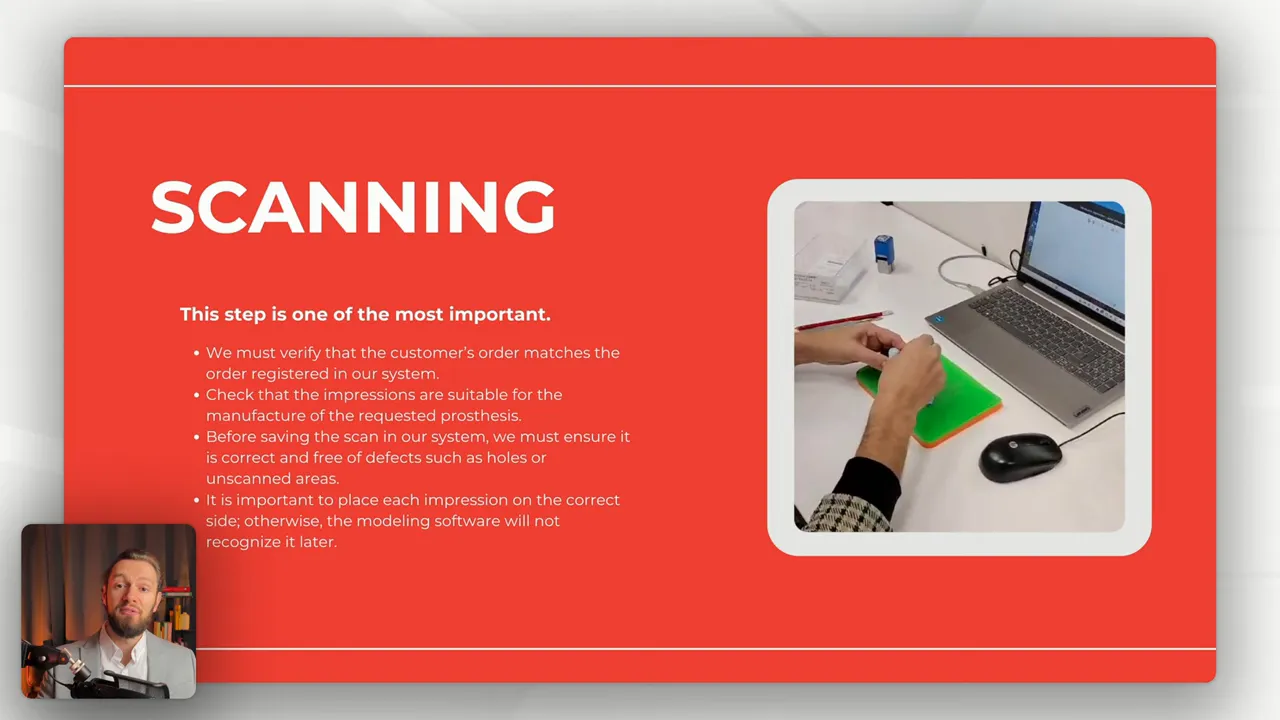
Paso 1: Escaneo — conseguir una buena base
Un escaneo preciso es el paso más importante. Comience verificando que el pedido del cliente coincida con el pedido registrado en su sistema y que las impresiones sean adecuadas para la prótesis solicitada. Antes de guardar cualquier escaneo:
- Compruebe si hay agujeros o zonas no escaneadas y vuelva a escanear si es necesario.
- Coloque cada impresión en el lado correcto. El software de modelado depende de una orientación correcta, y una colocación incorrecta puede causar errores de reconocimiento más adelante.
- Confirme que las impresiones cumplen con los requisitos de fabricación para el tipo de prótesis.
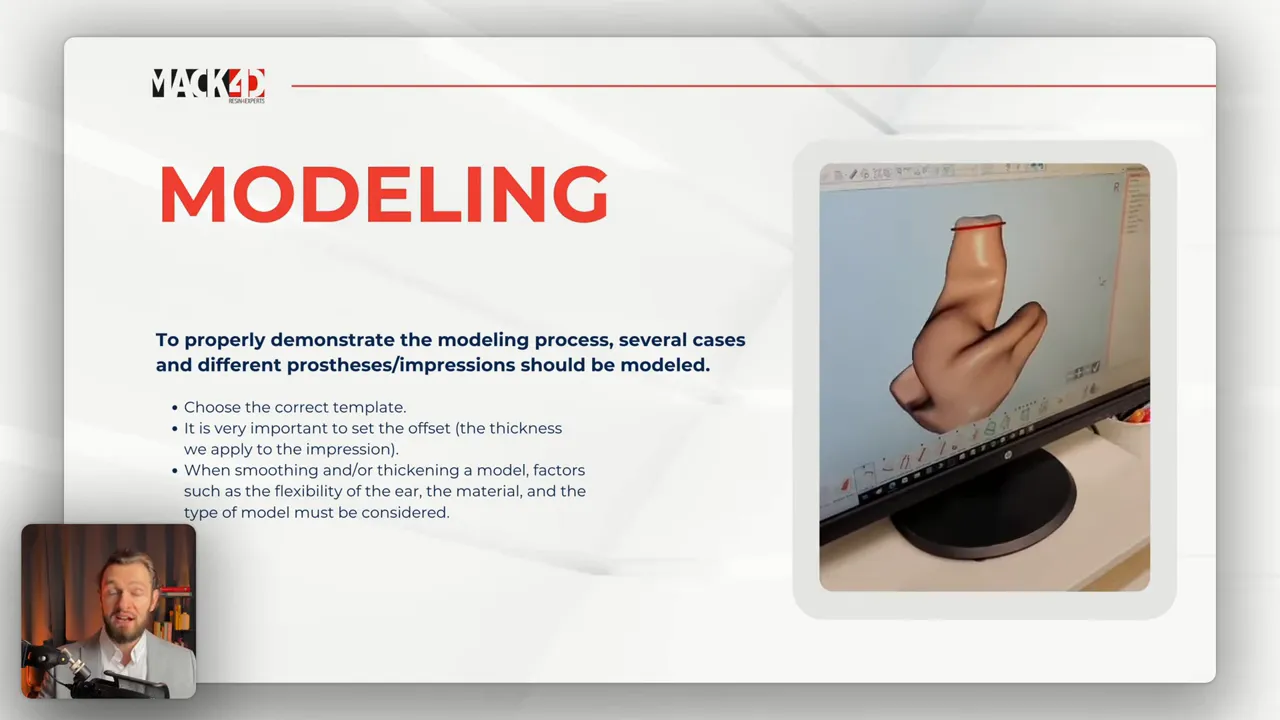
Paso 2: Modelado — plantillas, offsets y ajuste
El modelado transforma el escaneo en un negativo producible. Varios puntos prácticos garantizan un buen resultado:
- Elija la plantilla correcta para el tipo de prótesis y la anatomía del paciente.
- Ajuste cuidadosamente el offset (el grosor efectivo que se aplica a la impresión). El offset influye en la comodidad y la retención.
- Al suavizar o engrosar un modelo, tenga en cuenta la flexibilidad del oído, las propiedades del material y el tipo específico de modelo.
Paso 3: Postcurado y preparación del molde (usando resina Easy Rip)
La resina Easy Rip está diseñada para moldes, placas y protectores de silicona contra el ruido. Viene en variantes con durezas Shore de aproximadamente 35SH, 40SH o 60SH, ofrece una superficie lisa y libre de defectos, y minimiza el trabajo manual durante el posprocesado.

Flujo de trabajo recomendado después de la impresión:
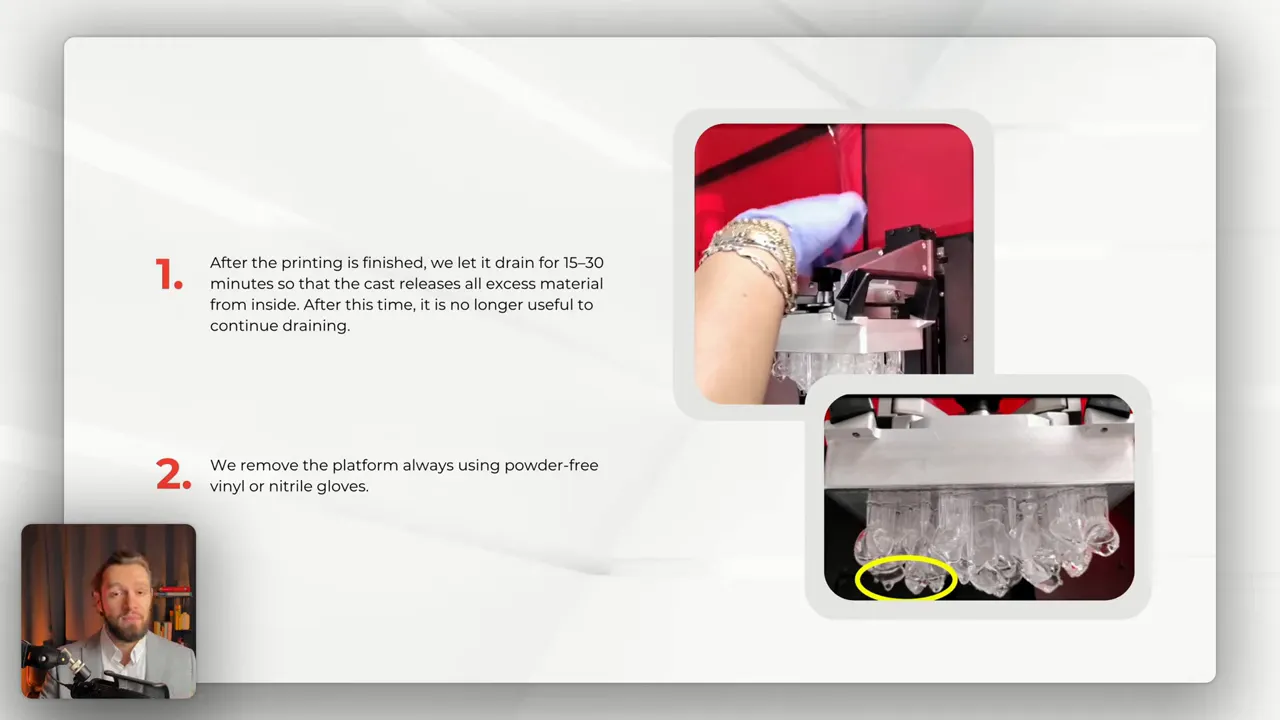
- Drenaje: Después de imprimir, deje drenar las piezas durante 15 a 30 minutos para que el exceso de resina salga de las cavidades internas. Más allá de ese intervalo, el drenaje adicional aporta poco beneficio.
- Retire la plataforma: Use guantes sin polvo o de material natural al desmontar la plataforma para evitar la contaminación.
- Retire el molde con cuidado: Evite romper los conos de llenado. Si un cono se rompe, el molde aún puede utilizarse para el relleno.
- Baño ultrasónico #1: Sumerja los moldes en un limpiador ultrasónico lleno de alcohol (Formlab o equivalente) durante unos 5 minutos. Asegúrese de que estén completamente sumergidos y en rotación para una limpieza eficaz.
- Drene brevemente y luego ultrasónico #2: Después de drenar unos segundos, ejecute otro ciclo ultrasónico de ~1,5 minutos para eliminar los contaminantes residuales.
- Secado con aire: Aplique aire a cada molde individualmente hasta que desaparezcan los restos de alcohol.
- Curado con luz: Coloque los moldes en una cámara de fotopolimerización durante unos 2,5 minutos. No es necesario gas ni nitrógeno para este paso.
- Secado opcional en horno: Para un llenado inmediato, seque los moldes en un horno de calor seco a 70° C durante unos 10 minutos para garantizar un secado completo. Si el llenado está previsto para varias horas después o al día siguiente, este paso en horno puede omitirse.
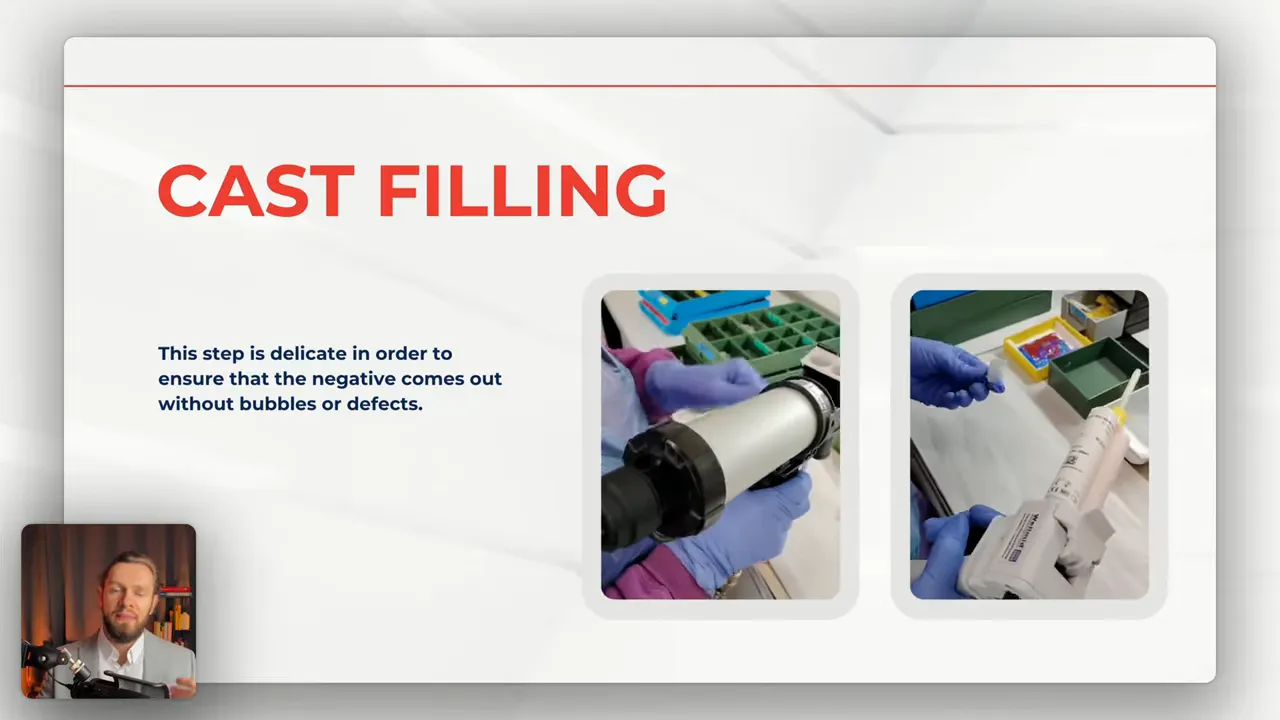
Paso 4: Relleno del molde — minimizar burbujas y defectos
El relleno es una operación delicada. El objetivo es crear un negativo sin burbujas ni defectos superficiales:
- Asegúrese de que el molde esté completamente seco antes de rellenarlo para evitar huecos.
- Vierta o inyecte lentamente y permita que el aire atrapado salga mediante canales diseñados o puntos de ventilación.
- Inspeccione de inmediato si hay irregularidades en la superficie y corríjalas mientras el material aún sea trabajable.
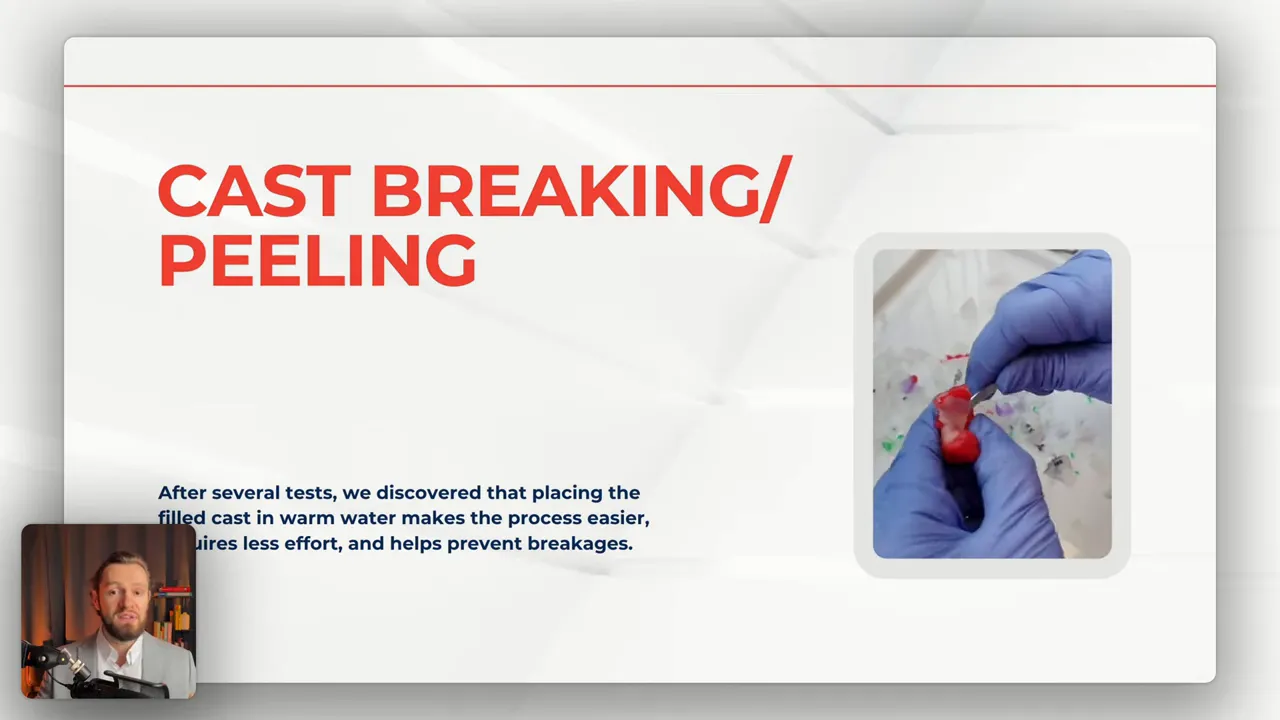
Paso 5: Rotura del molde, despegado y mecanizado
Después del relleno y el curado, retire el molde con cuidado para preservar el negativo terminado:
- Colocar el molde relleno en agua tibia simplifica la rotura y el despegado, reduce la fuerza necesaria y disminuye el riesgo de rotura.
- Corte los canales de drenaje con precisión para preservar la geometría del zócalo.
- Use papel de lija fino para eliminar grasa o pequeñas imperfecciones y alisar las uniones.
- Lave y seque bien las piezas después del mecanizado para eliminar polvo y residuos.
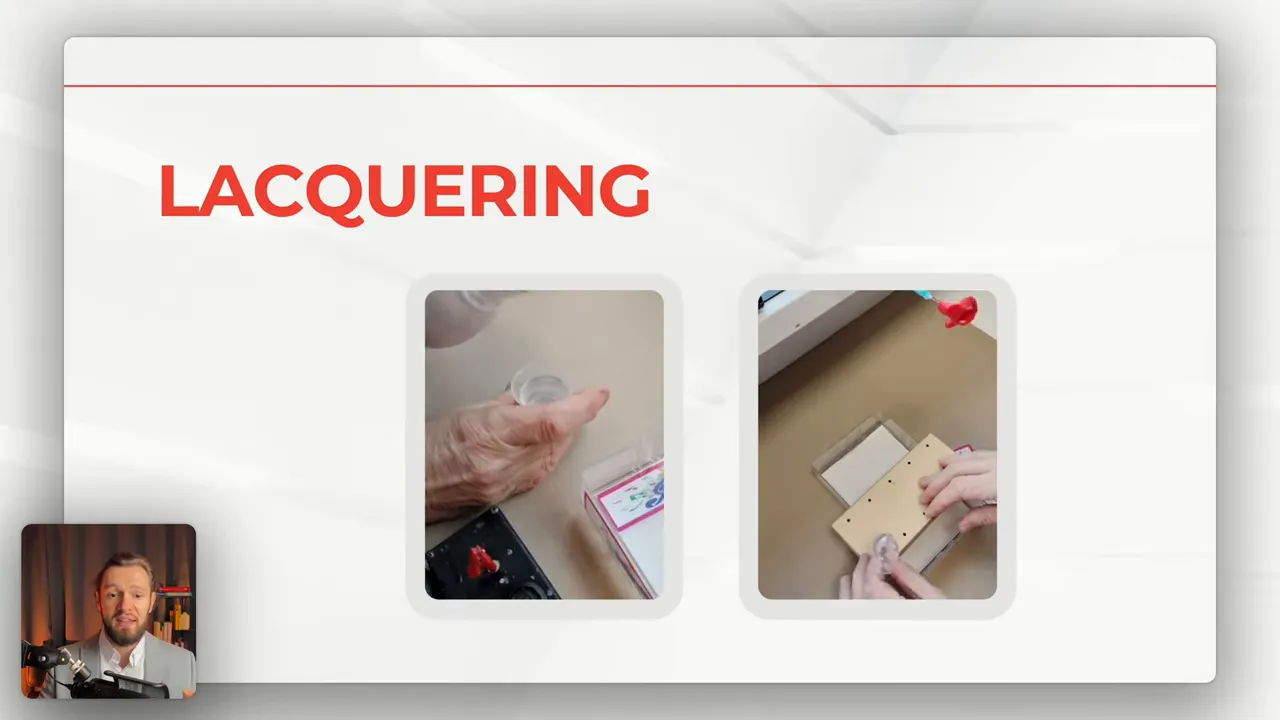
Paso 6: Acabado final y control de calidad
Los últimos pasos combinan estética y comodidad:
- Aplique barniz o recubrimiento para lograr brillo final, resistencia al desgaste y compatibilidad con la piel.
- Realice controles dimensionales y visuales de calidad para garantizar el ajuste, el acabado de la superficie y la ausencia de defectos.
- Documente el pedido y vincule el artículo fabricado con el pedido original del cliente para garantizar la trazabilidad.
Es muy importante colocar cada impresión en el lado correcto porque, de lo contrario, el software de modelado no la reconocerá más adelante.
Consejos y recordatorios prácticos
- Utilice siempre guantes sin polvo al manipular piezas después de imprimir para evitar la contaminación.
- Si un cono o un pequeño soporte se rompe durante la extracción, evalúelo antes de desecharlo; muchos moldes siguen siendo utilizables.
- Ajuste los offsets según la flexibilidad del oído y el material previsto de la prótesis final para lograr una comodidad óptima.
- Mantenga una rutina de postcurado predecible y repetible para reducir la variabilidad entre piezas y lotes.
El uso de una resina diseñada específicamente como Easy Rip junto con un flujo de trabajo constante reduce el retrabajo manual y produce negativos lisos y fiables para audífonos personalizados. Para explorar las opciones de resina Easy Rip y los datos técnicos, visite la página del producto de MACK4D: https://www.mack4d.de/en/MACK4D-Easy-Rip
Solución de problemas y consejos rápidos
Si encuentra problemas con las impresiones, el relleno o los acabados, utilice esta lista rápida para diagnosticar y corregir los problemas más comunes.
- Escaneos incompletos: Vuelva a escanear la impresión, compruebe la orientación y verifique que no haya agujeros antes de modelar.
- Defectos superficiales después del colado: Asegúrese de que el secado sea completo (horno a 70° C durante 10 minutos si el llenado es inmediato) y realice la limpieza ultrasónica en dos etapas exactamente como se recomienda.
- Burbujas en los negativos rellenos: Rellene lentamente, utilice canales de ventilación y evite la humedad en el molde.
- El molde se rompe durante el desmoldeo: El remojo en agua tibia reduce la fuerza necesaria; inspeccione los conos de soporte antes de desecharlo: algunos moldes siguen siendo utilizables.
- Problemas de adherencia o recubrimiento: Limpie a fondo después del mecanizado y utilice barnices compatibles diseñados para el contacto con la piel.
Controles de proceso sugeridos
Para obtener resultados consistentes, documente estos parámetros en cada lote:
- Modelo de impresora y altura de capa
- Variante de resina (dureza Shore)
- Tiempo de drenaje y duraciones de los ciclos ultrasónicos
- Tiempo de curado con luz y uso de secado en horno
- Método de llenado y programa de curado
Mantener una hoja de registro breve y estandarizada adjunta a cada pedido mejora la trazabilidad y reduce el retrabajo.
Póngase en contacto con 3D Printing Canada para obtener resinas MACK4D o consultas sobre sus aplicaciones.