
APRENDER A IMPRIMIR EN RESINA EN 2025
Tengo una pequeña confesión que hacer: hasta ahora nunca había usado una impresora de resina. En esta publicación te guiaré a través de mi experiencia por primera vez al desempaquetar, configurar e imprimir con éxito con la Elgus Saturn 4 Ultra 16K, compartiendo los pasos prácticos, las sorpresas y los consejos que fui recogiendo en el camino. Esto se basa en mi experiencia práctica y en los breves tutoriales que vi antes, y cubriré cada paso clave desde el desempaquetado hasta el posprocesado.
¿Por qué probar la impresión en resina?
Después de años trabajando con impresoras FDM — desde Ender 3 para hobby hasta grandes máquinas industriales — quería ver cómo se sentía la impresión en resina en 2025. Desde hace tiempo se sabe que la resina ofrece mayor detalle (y más desorden), pero las máquinas y los flujos de trabajo modernos han madurado. Tenía curiosidad por saber qué tan accesible sería la resina para alguien cómodo con FDM pero completamente nuevo en la fotopolimerización en cuba.

Desempaquetado y qué incluye el kit
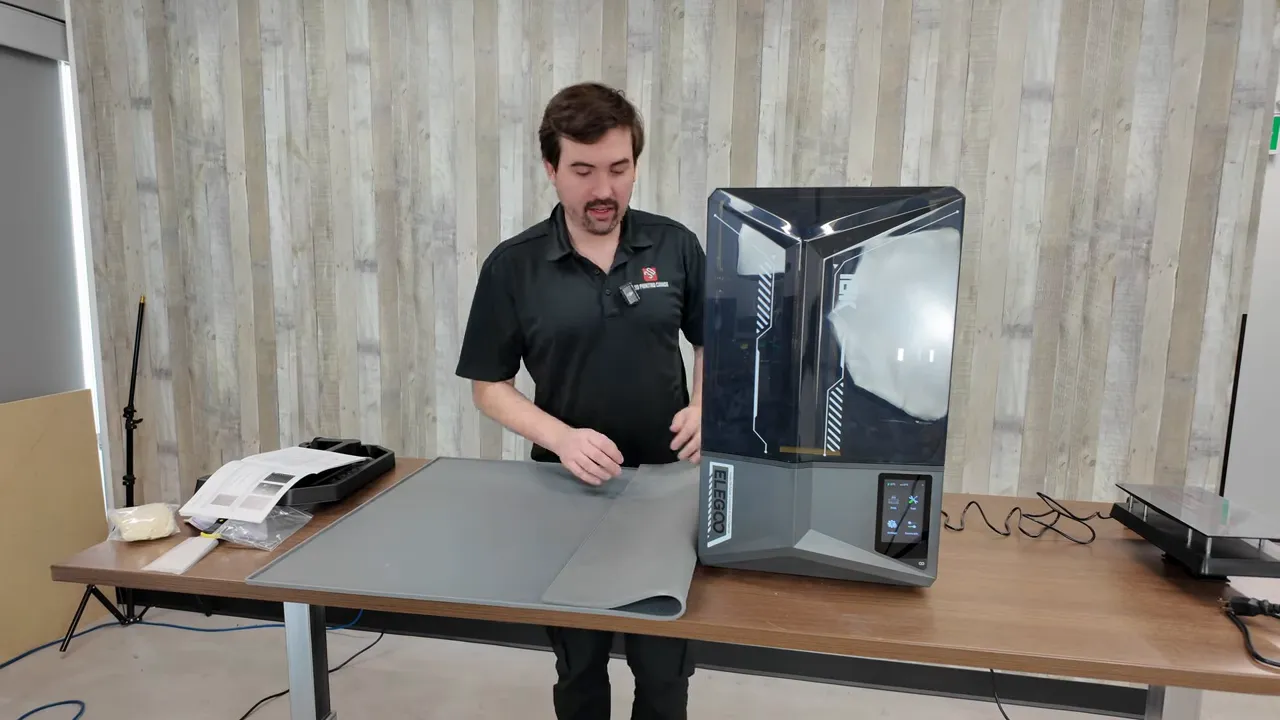
La impresora llegó casi montada y bien protegida. Los insertos de espuma y la disposición compacta hicieron que el desempaquetado fuera sencillo. El kit de accesorios contenía todo lo necesario para empezar:
- Cable de alimentación y piezas del conector de alimentación
- Placa de construcción
- Bandeja recogegotas
- Guantes y mascarillas desechables (¡úsalos!)
- Rascadores y un embudo de filtrado para resina usada
- Unidad USB y un pequeño kit de herramientas
Una regla básica que ya conocía: siempre usa guantes al manipular resina sin curar. El kit hizo que fuera fácil cumplir esa regla desde el principio.

Funciones de la impresora que facilitan la vida
La Saturn 4 Ultra que usé viene con varias funciones pensadas para principiantes que son importantes durante la configuración y el uso diario:
- Tapa/puerta con bisagra — para que no tengas que levantar toda la tapa y apartarla.
- Cámara con IA — diseñada para detectar fallos durante una impresión.
- Placa de construcción con nivelación automática — simplifica la primera configuración.
- Cuba inclinable/oscilante — ayuda a la separación entre capas y puede reducir la succión sobre la FEP/pantalla.

Configuración rápida: lo que realmente hice
Mi proceso de configuración fue simple:
- Desempaquetar e instalar la placa de construcción (se atornilla rápidamente).
- Sustituir los tornillos del tanque de resina por los pomos incluidos para retirarlo rápidamente.
- Encender la impresora y aplicar cualquier actualización de firmware (muy importante: las actualizaciones de firmware son frecuentes).
- Llenar la cuba con resina y ejecutar el procedimiento de calibración automática.
Consejo útil: coloca una alfombrilla protectora debajo de tu zona de trabajo; la resina puede ensuciar y estas alfombrillas facilitan la limpieza.
Primeras impresiones: conos de calibración
La primera impresión recomendada fue una prueba de "conos de calibración". Piénsalo como un benchy de primera capa o un ajuste PID, pero para la calibración de la exposición en resina. Los conos te ayudan a encontrar un valor de exposición en el que los detalles del lado de “éxito” se definan con claridad mientras que el lado de “fallo” se comporta como se espera.
Mi flujo de trabajo para los conos fue:
- Cargar los conos en mi laminador y enviarlos a la impresora.
- Dejar que la máquina imprima: ten en cuenta que las impresiones en resina son opacas durante la impresión, así que no verás el progreso capa por capa como con FDM.
- Lavar la impresión para eliminar la resina sin curar, secarla y luego curarla por completo en una cámara UV (o al sol) para poder manipularla.
- Inspeccionar los conos y ajustar la exposición si es necesario (bajé un poco la exposición porque se imprimieron un par de conos de “fallo” cuando no debían).

Ajustar la exposición es una de las principales cosas en las que centrarse al principio; una vez que tengas una base sólida, puedes afinarla para distintas resinas, alturas de capa y necesidades de detalle.
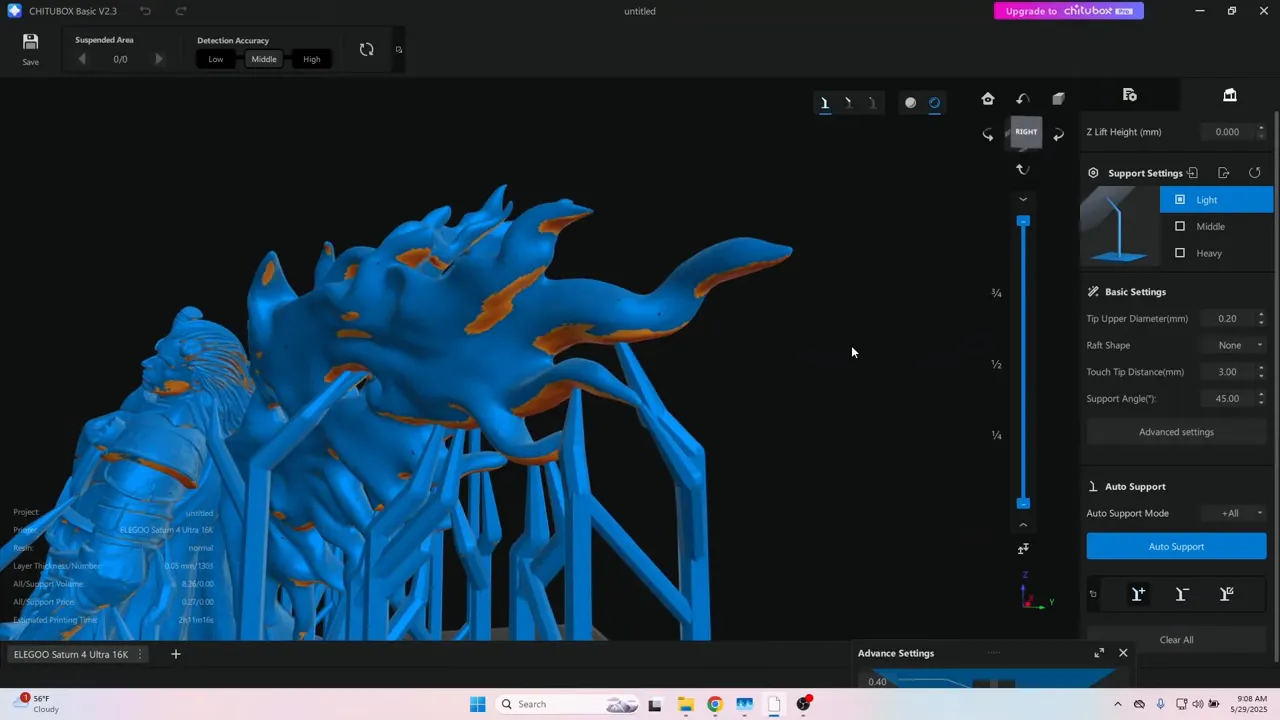
Preparando mi primer modelo detallado
Para mi primer proyecto real elegí una miniatura de Flesh of Gods. Muchos modelos vienen pre-soportados, pero comprobé y añadí soportes donde pensé que ayudarían:
- Bajo las alas y las partes largas y finas (como espadas).
- Bajo los pies: los puntos de contacto pequeños pueden fallar sin soportes adecuados.
- Considera vaciar los modelos grandes para ahorrar resina y reducir la succión; si los vacías, añade orificios de drenaje/ventilación para evitar que quede resina sin curar atrapada dentro.
Con la resina, hay un tira y afloja entre la placa (que quiere sujetar la impresión) y la pantalla/FEP (que la libera). Demasiada adhesión y las piezas no se separarán limpiamente; demasiada poca y no se adherirán a la placa de construcción. La colocación de los soportes y el ajuste de la exposición ayudan a equilibrarlo.
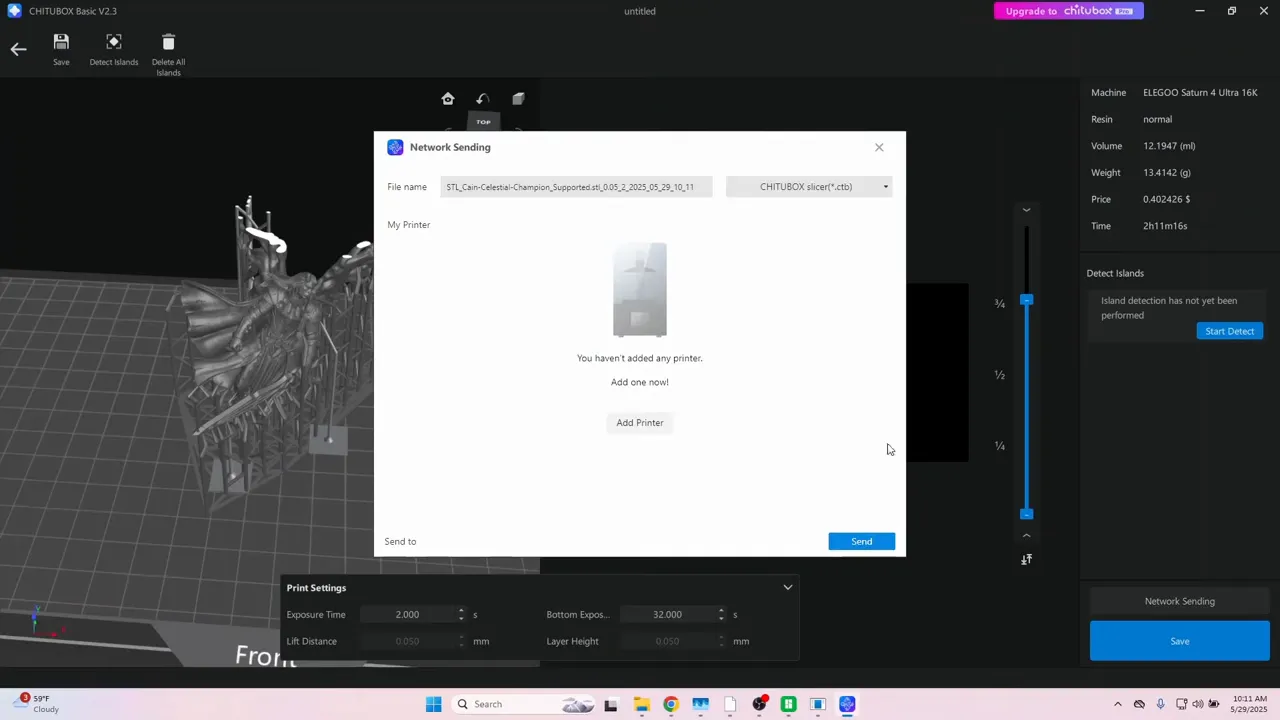
Impresión y posprocesado
Una vez laminado, aproveché la carga inalámbrica de la impresora y envié el trabajo. La impresión terminó en un par de horas y, para mi ojo inexperto, parecía prometedora.
Pasos de posprocesado que seguí:
- Retirar la impresión y lavarla en una cuba de limpieza para eliminar la resina superficial sin curar.
- Dejar que la pieza se seque brevemente (importante antes del curado).
- Retirar los soportes antes del curado final: curar con los soportes puestos puede hacer que luego sean mucho más difíciles de quitar.
- Curar completamente la pieza en una cámara UV (o con luz solar/lámpara UV). Usa protección ocular si empleas luz UV directa.
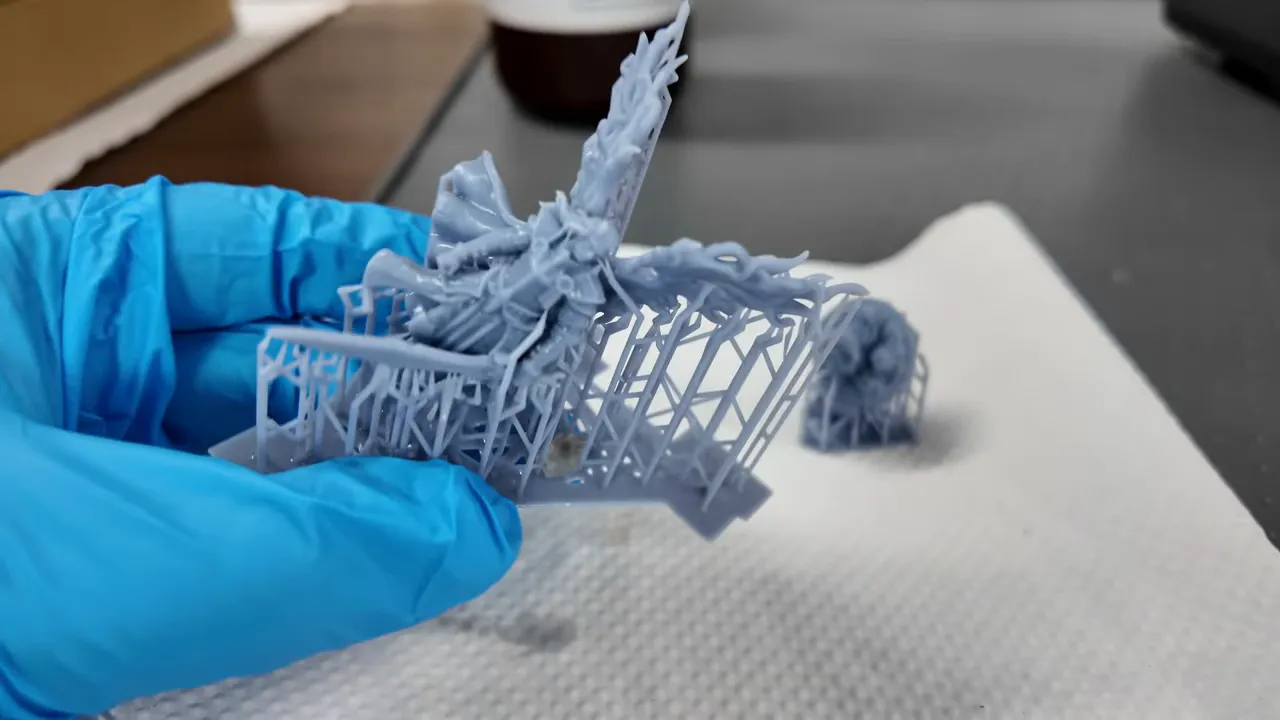
Impresiones: detalle, pintura y dificultad
Los resultados fueron impresionantes. La resina ofrece niveles de detalle superficial que son extremadamente difíciles de lograr con FDM: las líneas de capa prácticamente desaparecen, las texturas finas y los pequeños detalles se ven con gran nitidez, y los soportes suelen retirarse limpiamente con daños mínimos.
Para los aficionados que pintan miniaturas (Dungeons & Dragons, Warhammer, etc.), las impresiones en resina suelen estar listas para imprimación y pintura con mucha menos preparación que las piezas FDM, que normalmente requieren un lijado y relleno extensos.
"No hay ninguna línea de capa. Simplemente no existen."
¿Fue más difícil imprimir en resina que con FDM? No realmente. Es diferente e implica algunos pasos más de procedimiento (equipo de seguridad, lavado, curado), pero no es estrictamente más difícil. Sigue los procedimientos, mantén tu espacio de trabajo limpio y usa el EPP suministrado — guantes y mascarilla — y el flujo de trabajo es sencillo.
Seguridad y consejos prácticos
- Usa guantes de nitrilo siempre que toques resina sin curar.
- Usa mascarillas o respiradores cuando se recomiende: algunas resinas pueden tener olor o ser irritantes.
- Usa una alfombrilla para reducir derrames y facilitar la limpieza.
- Retira los soportes antes del curado final cuando sea posible.
- Al curar con luz UV, evita la exposición directa de los ojos y utiliza la protección ocular adecuada.
- Vacía los modelos grandes y añade orificios de drenaje para evitar bolsas de resina sin curar y ahorrar material.
- Instala siempre las actualizaciones de firmware antes de empezar a imprimir: pueden solucionar problemas importantes.
Reflexiones finales y recomendación
Después de mi primera prueba con la Elgus Saturn 4 Ultra 16K, me he convencido de probar más proyectos en resina. La configuración fue rápida, la curva de aprendizaje manejable y la calidad de impresión está muy por encima de las piezas FDM comparables en cuanto a detalle fino. Si has estado pensando en empezar con la impresión en resina — o en actualizarte — este modelo ofrece una entrada accesible y apta para principiantes, sin dejar de producir resultados de calidad profesional.
Si vienes de FDM, espera algunos pasos nuevos en tu flujo de trabajo, pero no dejes que la complejidad percibida te frene. Sigue las precauciones de seguridad, ajusta la exposición con pruebas sencillas como los conos de calibración y serás recompensado con resultados notables.
¿Quieres probar lo que hice?
- Empieza con una impresión de calibración (conos) para ajustar la exposición.
- Comprueba y añade soportes según sea necesario, especialmente para alas, espadas y pies pequeños.
- Lava, seca, retira los soportes y luego cura con UV.
- Imprima y pinta: a menudo los resultados están listos de inmediato.
Feliz impresión: no veo la hora de hacer más proyectos en resina y seguir perfeccionando el flujo de trabajo.
Recursos adicionales y lista de verificación
No se proporcionaron enlaces externos con tu solicitud, así que aquí tienes recursos breves y fáciles de buscar, además de una lista de verificación práctica que puedes añadir a la publicación o usar para encontrar guías fiables en línea.
- Términos de búsqueda sugeridos: "manual Saturn 4 Ultra", "seguridad en impresión de resina", "conos de calibración de exposición", "cómo vaciar modelos y hacer orificios de drenaje", "posprocesado de resina curado UV"
-
Lista de verificación rápida:
- Usa guantes de nitrilo y una mascarilla/respirador (cuando se recomiende)
- Coloca una alfombrilla protectora debajo de tu zona de trabajo
- Instala las actualizaciones de firmware antes de imprimir
- Ejecuta conos o pruebas de exposición para obtener una referencia
- Vacía los modelos grandes y añade orificios de drenaje para ahorrar resina
- Lava, seca, retira los soportes y luego cura con UV
-
Consejos de solución de problemas:
-
Problemas de adhesión: ajusta la exposición o añade/elimina soportes; comprueba la nivelación de la base de impresión
Las impresiones no se desprenden: reduce la exposición o modifica la geometría de los soportes/contacto
Piezas curadas pegajosas: prolonga el tiempo de curado UV o comprueba la intensidad de tu fuente UV
Defectos visibles en detalles finos: reduce la altura de capa o prueba con otra resina
- ¿La resina es más dura que FDM? Diferente, no necesariamente más dura: requiere más pasos (seguridad, lavado, curado), pero es accesible con el EPI y los procedimientos adecuados.
- ¿Puedo curar con luz solar? Sí, pero los tiempos de curado varían; las cámaras y lámparas UV son más consistentes y rápidas.
- ¿Cómo ahorro resina? Hueca los modelos grandes y añade orificios de drenaje para evitar que quede resina sin curar atrapada.